

YPE开式单点高精密冲床
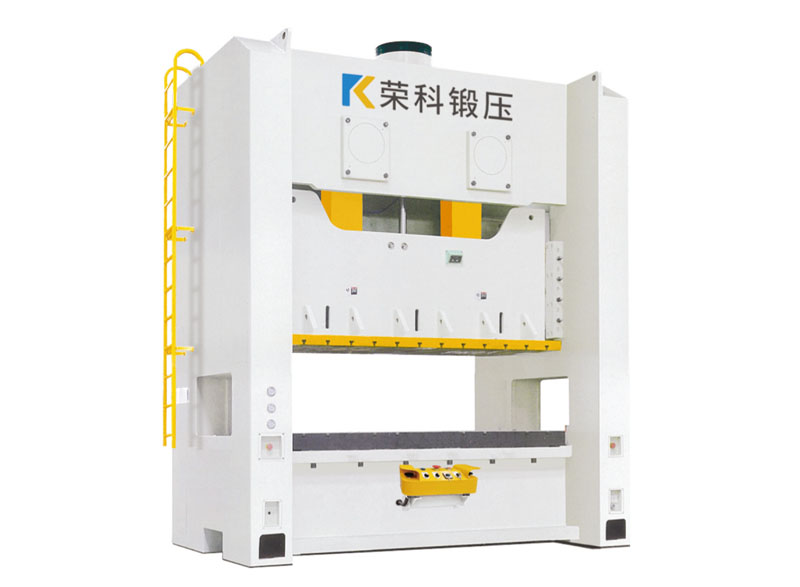
主要功能和特点:
◆生产效率与性价比高。
◆闭式箱体焊接机身。
◆滑块八面滚针导向。
◆组合式气动摩擦离合器。
◆连杆螺纹油压锁紧,确保下死点精度。
◆稀油自动润滑。
参数名称 Items | 单位Unit | YG1-80 | YG1-80B | YG1-125 | YG1-125B | YG1-160 | YG1-160B | YG1-200 | YG1-200B | YG1-300 | YG1-400 | ||||
公称力 | KN | 800 | 800 | 1250 | 1250 | 1600 | 1600 | 2000 | 2000 | 3000 | 4000 | ||||
公称力行程 | mm | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 2 | 3 | 3 | ||||
滑块行程 | mm | 30 | 30 | 30 | 40 | 30 | 40 | 30 | 20 | 30 | 30 | ||||
行程次数 | S.P.M | 160~280 | 160~280 | 160 | 160 | 150~220 | 140 | 160 | 130~200 | 120 | 150 | 100~200 | 100~150 | 100~130 | |
蕞大装模高度 | mm | 360 | 370 | 400 | 400 | 400 | 400 | 400 | 420 | 450 | 450 | ||||
装模高度调节量 | mm | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | ||||
立柱间距离 | 左右 | mm | 920 | 1020 | 1120 | 1120 | 1320 | 1320 | 1320 | 1600 | 1420 | 1550 | |||
前后 | mm | 380 | 380 | 450 | 450 | 520 | 520 | 550 | 500 | 750 | 750 | ||||
滑块底面 | 左右 | mm | 800 | 1000 | 1000 | 1000 | 1200 | 1200 | 1200 | 1450 | 1300 | 1400 | |||
前后 | mm | 450 | 650 | 550 | 700 | 600 | 600 | 600 | 750 | 900 | 900 | ||||
工作台板 | 左右 | mm | 900 | 1000 | 1100 | 1100 | 1300 | 1300 | 1300 | 1550 | 1400 | 1500 | |||
前后 | mm | 500 | 750 | 600 | 750 | 700 | 920 | 800 | 950 | 1000 | 1000 | ||||
工作台板孔 | 左右 | mm | 700 | 700 | 880 | 880 | 1000 | 1000 | 1000 | 1300 | 620 | 1000 | |||
前后 | mm | 180 | 40 | 150 | 150 | 250 | 250 | 210 | 300 | 560 | 650 | ||||
主电机功率 | KW | 11 | 11 | 18.5 | 18.5 | 22 | 22 | 30 | 30 | 37 | 45 | ||||

- 上一篇:YPF开式单点重型冲床
- 下一篇:没有了;


-
气动冲床中心点堵塞了怎么办? [2022-03-19]
气动冲床能够高精度和高速完成冲压,如果中心点出现堵塞的情况就会影响冲床各项性能,甚至会引发其他故障。因此需要用户及时做好处理。那么气动冲床中心点堵塞怎么解决?接下来,冲床厂家为大家来讲解下解决方法。 气动冲床中心点堵塞解决方法: 1.水箱生锈结垢。这是阻塞的常见原因。锈迹和结垢会限止冷却系统中冷却液的活性,降低散热效果,导致头发过热,甚至损坏头发。冷却液氧化还会形成酸性物质,侵蚀水箱中的金属
-
液压机工作台的尺寸的选择 [2022-08-25]
今天,我们来谈谈框架液压机工作台的尺寸我们用液压机对任何工件施加压力,使其形成我们需要的形状。这离不开模具的使用。模具的质量取决于压出的物品的标准。那么如何确定液压机工作台的大小和压力呢?这可以通过准确的科学计算和工作经验来决定。首先,液压机主油缸的压力一般为100吨、200吨、315吨、400吨、500吨、630吨、800吨和1000吨。我们选择四柱液压机的吨位是由所需物体的厚度和模具的大小决定
-
高速冲床是用来干什么的?详细的冲床用途 [2021-05-27]
很多客户在选择之前都会犹豫,是选择价格低廉的低速冲床,还是选择价格高的高速冲床呢,要想了解如何选择高速冲床,首先我们要知道高速冲床是用来干什么的,只有了解高速冲床的各种性能,才能帮助客户朋友选择更适合厂家使用的高速冲床。 高速冲床的概念:装高速冲床装上相应模,把各种金属材料通过送料机送到冲床,再冲压出相应的零件。 高速冲床的速度:每分钟200-1

