

冲床的精度分类
冲床的种类很多,很多客户,尤其是头次创业的朋友,对于选择什么样的冲床,总是没有底。冲床按速度分为(1)常规速度冲床,小吨位100次/min30-40次/大吨位min(2)中速冲床,速度可达到100-200次/min(3)高速冲床,冲压速度可达200-1000次/min。一般来说,冲床的吨位越大,速度越慢。
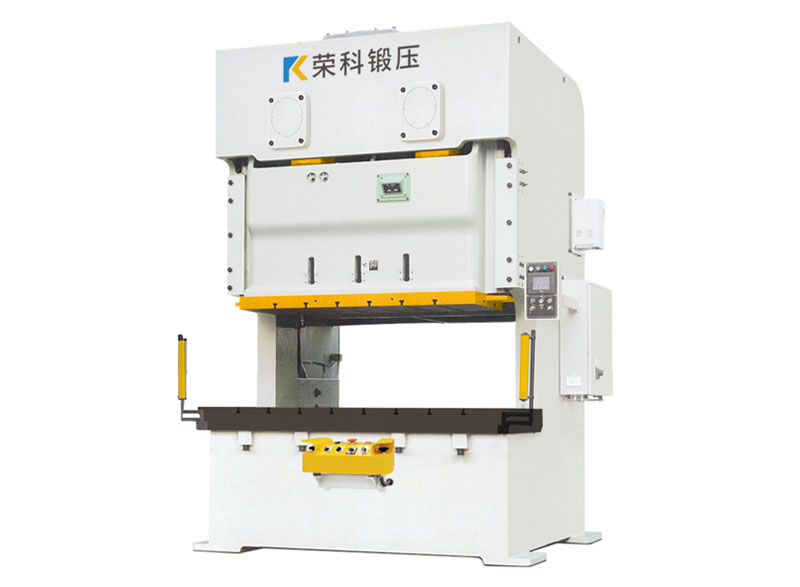 按精度划分:(1)一般机械冲床,精度在10丝以内,一般采用4面导轨,常规润滑(2)高性能冲床,精度在5丝以内,6面导轨,常规润滑(3)高精密冲床。精度在5丝以内,高达2丝以内,精度稳定性高。一般采用6面导轨强制润滑,有的采用8面导轨强制润滑。
按精度划分:(1)一般机械冲床,精度在10丝以内,一般采用4面导轨,常规润滑(2)高性能冲床,精度在5丝以内,6面导轨,常规润滑(3)高精密冲床。精度在5丝以内,高达2丝以内,精度稳定性高。一般采用6面导轨强制润滑,有的采用8面导轨强制润滑。
气动冲床结构简单,生产成本低。采用气动技术,一台空压机可同时供应多台气动冲床。与电动冲床相比,它更节能,减少功率损耗,操作简单,性能高。电磁阀由按钮开关控制,结构简单,故障率低,效率高。
这款是久力3.2T气动冲床,适用于标准1.5mm厚低碳钢
1.大孔径:28mm
2.冲压力:3.2ton
3.喉深:65mm
4.行程:13mm
工作气源:8bar
6.机台规格:120×320×770mm
115.张口高度:mm
8.重量:50kg
- 上一篇:了解油压机在不同领域产生的价值
- 下一篇:带您了解液压机的种类


-
分析框架液压机轴颈部位漏油的原因 [2022-08-30]
主要从防止轴向间隙过大入手:1.为防止轴伸处漏油,设计齿轮泵时,在轴颈处安装两个自紧旋转橡胶密封圈。2.长期使用齿轮泵泄漏时,基本上是由于管道连接部分密封老化.损坏或变质,油温过高.油粘度过低等原因,可根据原因进行处理。控制阀在加工过程中,不符合设计图纸规定的同轴度和倒角要求,这是漏油的主要原因。45不能选择框架液压机阀芯两端的倒角°,这种倒角危害比较大,在阀体内安装阀芯时,很容易卡住O形圈。有三
-
操作可倾式冲床前的安全注意事项 [2022-09-30]
冲床厂家提醒您可倾式冲床,可完成切割、冲孔机、切割、弯曲、浅拉伸成型等冷冲压模具工艺流程。工作时人工送料,配置送料设备时可完成单机版自动控制。其结构特点是整体机身采用抗压强度铸铁制造,采用压缩盘气动块摩擦离合器和制动系统,使用寿命远远超过同行业。滚轮含有压碎安荃装置。当数控车床超重时,保险箱首先被压碎,以确保整个设备不会损坏。常见问题:1.用户在组装应用可倾冲床前,应通读使用说明,防止实际操作不当
-
高精密冲床的操作规程! [2021-04-13]
冲床操作规程1、冲床工经过学习,掌握冲床的结构、性能,熟悉操作规程并取得操作许可方可独立操作。2、正确使用冲床上保护和控制装置,不得任意拆动。3、检查冲床各传动、连接、润滑等部位及防护保险装置是否正常,装模具螺钉牢固,不得移动。4、冲床在工作前应作空运转2-3分钟,检查脚闸等控制装置的灵活性,确认正常后方可使用,不得带病运转。5、模具时要紧牢固,上、下模对正,保证位置正确,用手搬转冲床试冲(空车)

